No processamento de filmes PET (filme de poliéster), o corte longitudinal é um processo fundamental para converter bobinas-mãe largas em produtos acabados com especificações rigorosas. No entanto, quase todos os operadores de corte longitudinal enfrentam um problema comum: poeira, emaranhamento eletrostático e acúmulo de partículas.
Não se trata apenas de "parecer sujo". O excesso de poeira e lascas pode levar a superfícies irregulares do produto, manchas brancas na impressão ou aluminização subsequentes, faces de extremidade de enrolamento irregulares e até mesmo arranhões na superfície do filme em casos graves, resultando em uma grande quantidade de refugo.
Este artigo analisará em profundidade as causas da poeira e da eletricidade estática no corte de filmes PET e fornecerá um plano de tratamento abrangente, desde a "remoção passiva" até a "supressão ativa".

1. Por que o corte de filmes PET produz "pó"?
Muitas pessoas pensam erroneamente que o que é cortado pela faca de corte é "pó", mas na verdade se divide principalmente em duas categorias:
1. Lascas (Pó)Essas são minúsculas partículas de plástico criadas pela ferramenta de corte quando o filme é cortado. O filme PET é liso, mas contém agentes antiaderentes (agentes de abertura), como sílica, e quando a seção transversal é cortada, a força de cisalhamento da ferramenta pode causar o desprendimento de pequenas quantidades de material. Principalmente ao cortar faixas estreitas (discos), a quantidade de lascas aumenta significativamente.
2. Poeira ambientalA poeira que existe originalmente no ar é adsorvida na superfície da película devido à eletricidade estática.

2. Os principais pontos problemáticos no processo de corte
No processo de corte longitudinal de alta velocidade (normalmente 100 m/min a 400 m/min), existem três principais problemas técnicos:
Problema 1: Interferência eletrostática
O filme PET é um isolante com resistência extremamente alta. Durante o desenrolamento, enrolamento e separação por fricção em alta velocidade dos rolos, são geradas tensões estáticas extremamente altas (de milhares a dezenas de milhares de volts).
• Consequências:Os operadores estão sujeitos a choques elétricos, adsorção de película nos equipamentos, desvios, enrolamentos e deslizamentos, causando rugas e até mesmo incêndios ou falhas no sistema de controle eletrônico.
Problema 2: fixação do chip
Uma vez produzidos, os chips irão flutuar. Devido à força de adsorção da eletricidade eletrostática, essas partículas aderem firmemente à superfície do filme.
• Consequências:Durante o pós-processamento (por exemplo, aluminização), essas partículas se desprendem formando "olhos de peixe" ou microfuros; se forem usadas em filmes de capacitores, isso pode resultar em uma diminuição da tensão de ruptura.
Problema 3: Acúmulo de poeira
Aparas e poeira se misturam e se acumulam nas ranhuras das ferramentas, nos roletes guia e nas mesas. A limpeza exige paradas frequentes, o que afeta seriamente a eficiência da produção.
3. Soluções sistemáticas: da "remoção" à "prevenção"
Para resolver completamente esse problema, não é possível depender apenas de um único dispositivo, mas sim construir um sistema ativo de supressão e remoção física de poeira.
1. Solução eficiente para remoção de estática (eliminação da adsorção)
Como a eletricidade estática é a responsável pela adsorção de poeira, é necessário, em primeiro lugar, neutralizá-la.
• Eliminador de estática ativo (haste de íons):
◦ Posição de instalaçãoUma haste de íons de longo alcance deve ser instalada imediatamente após o desenrolamento para neutralizar a eletricidade estática acumulada pela bobina-mãe devido ao armazenamento prolongado; ela também deve ser instalada antes do enrolamento para evitar que ar e poeira fiquem presos no enrolamento.
◦ Tipo recomendadoPara o corte de PET em alta velocidade, recomenda-se o uso de hastes de íons pulsadas CC/CA, que possuem maior eficiência de dissipação de energia, não causam impacto e são menos propensas a gerar faíscas do que as hastes CA de frequência de rede comuns.
• Escovas de contato eletrostáticas (escovas de cobre/fibra de carbono):
Antes que o filme entre no eixo da ferramenta, uma escova condutora aterrada é instalada para obter diretamente parte da eletricidade estática, como um complemento à haste de íons.
2. Controle de origem: Otimize as ferramentas de corte e os sulcos das ferramentas.
A quantidade de cavacos gerados está diretamente relacionada à afiação da ferramenta e ao encaixe da ranhura.
• Gerenciamento de ferramentas:
◦ Atualização de materialUtilize insertos de metal duro ultrafinos para manter o fio de corte afiado por mais tempo. Lâminas cegas podem puxar em vez de cortar, resultando em um aumento drástico no volume de cavacos.
◦ Ajuste de ânguloAjuste o ângulo de inserção com base na espessura do filme, garantindo um "deslizamento" em vez de uma "compressão".
• Otimização do curso da ferramenta:
◦ Sulcos espirais:Os sulcos retos tradicionais são propensos ao entupimento por poeira, fazendo com que as bordas do filme saltem. O uso de rolos com sulcos espirais pode guiar os cavacos para serem expelidos ao longo da espiral durante a rotação, reduzindo o acúmulo.
◦ Ranhura de adsorção a vácuo:Para filmes ultrafinos ou requisitos de alta limpeza, podem ser utilizados rolos de sucção a vácuo com conexões microperfuradas ou ranhuradas para aspirar os resíduos durante a rotação.
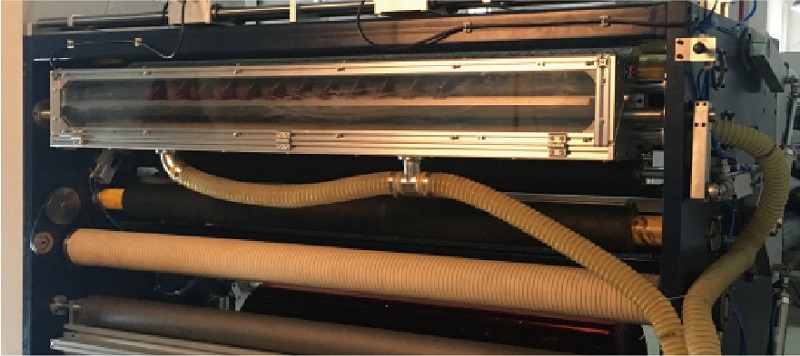
3. Arma principal: sistema online de coleta de poeira e cavacos
Esta é a parte do efeito "visível". É necessário projetar o duto de sucção de pressão negativa de acordo com a largura do equipamento.
• Design de bico de dupla face:
◦ Tipo de sucção:Encaixa-se perfeitamente acima da cabeça de corte longitudinal para aspirar as aparas soltas.
◦ Sucção lateral/para baixo:Alinhe o ponto de contato entre o rolo do canal de corte e o filme para sugar diretamente as partículas que acabaram de ser geradas e que ainda não foram readsorvidas pela eletricidade estática.
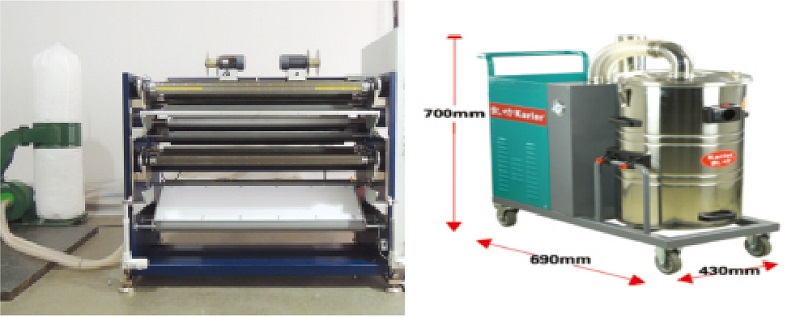
• Ventiladores de alta pressão e filtragem:
• Ventiladores de média/alta pressão são usados para garantir que cada entrada de ar tenha pressão negativa suficiente (recomenda-se que a velocidade do vento seja superior a 25 m/s).
◦ A parte traseira está equipada com uma caixa de coleta de poeira ou um coletor de poeira com cartucho de filtro de pulso para evitar a descarga secundária de poeira no ambiente da oficina.
4. Meios auxiliares: rolo de limpeza e rolo adesivo para pó
Para poeira persistente que permaneça após o tratamento acima, um nível final pode ser definido antes de entrar no enrolamento.
• PrincípioO rolo adesivo para remoção de poeira (semelhante a uma fita adesiva de grandes dimensões), feito de um material polimérico especial, entra em contato com a superfície da película e remove a poeira residual por adesão. Geralmente, é utilizado em conjunto com um rolo de descolamento para transferir a sujeira da superfície do rolo adesivo para o rolo de descolamento, realizando a limpeza automática.
• ObservaçãoA pressão de contato deve ser controlada para evitar que o filme se estique, deforme ou sofra indentação.

4. Exemplo de layout do esquema (processo recomendado)
Para tornar o esquema mais intuitivo, uma máquina típica de corte de filme PET de alta precisão deve ter o seguinte layout:
1. Unidade de desenrolamento:Instale a haste de ar iônico de alta potência + escova de contato antiestática.
2. O primeiro ponto de remoção de poeira (remoção de poeira grossa):Antes de entrar no primeiro rolo guia, instale um duto de sucção a vácuo para absorver a maior parte da poeira gerada pelo desenrolamento.
3. Unidade de corte longitudinal (área central):
◦ A parte frontal e traseira do suporte da ferramenta estão equipadas com entradas de sucção laterais.
• Dispositivo de escovação + porta de aspiração inferior instalada na parte inferior do rolo de ranhura.
4. Achatamento e transporte:Instale hastes de íons para evitar que a poeira seja levantada pelo atrito secundário da película causado pelos rolos de adsorção eletrostática.
5. Limpeza final da unidade (antes do rebobinamento):
◦ Configure um par de rolos adesivos para remoção de poeira (contato para cima/para baixo).
• Reinstale a haste de íons para eliminar completamente a eletricidade estática e garantir que o enrolamento esteja organizado.

5. Conclusão
No setor de embalagens de filmes, displays fotoelétricos ou materiais para novas energias, a limpeza tornou-se um indicador fundamental da qualidade do produto. Diante do problema do "excesso de poeira", a simples limpeza é apenas o sintoma, e não a causa raiz.
Uma solução eficaz para o tratamento de corte de filmes PET deve seguir a lógica de "neutralização primeiro, depois adsorção e, por fim, coleta":
• A remoção da estática é a premissa física para solucionar o problema da adsorção de poeira;
• Ferramentas otimizadas reduzem a geração de poeira na fonte;
• A adsorção a vácuo é o meio físico de remoção de partículas de poeira.
Por meio da gestão abrangente descrita acima, não só a limpeza da oficina de corte longitudinal pode ser aprimorada a um nível superior, como também o rendimento do produto pode ser efetivamente melhorado e as reclamações dos clientes reduzidas. Se a sua máquina de corte longitudinal atualmente apenas limpa as lâminas com um pano ou deixa a poeira se espalhar, é hora de considerar a modernização do seu sistema de coleta de poeira.


 Novo filme de energia MPET Slitter
Novo filme de energia MPET Slitter Cortador de fita corretiva CTS-550-M
Cortador de fita corretiva CTS-550-M Cortadora de Filme PET RSDS7H 1350 PLUS
Cortadora de Filme PET RSDS7H 1350 PLUS Cortador de fita corretiva CTS-570-A
Cortador de fita corretiva CTS-570-A Cortador de filme PET (RSDS7H) 1350
Cortador de filme PET (RSDS7H) 1350





