As baterias de íons de lítio são o núcleo da nova era energética atual, e o desempenho do separador está diretamente relacionado à segurança, à densidade energética e à vida útil da bateria. A produção de separadores é um processo extremamente preciso, no qual o corte longitudinal é um processo-chave na parte traseira do corte de um filme bruto largo em uma bobina de largura específica, e seus requisitos de precisão atingiram o nível quase exigente de ±1 μm (mícron). Isso é alcançado por meio de uma engenharia de sistemas que combina engenharia mecânica, ciência dos materiais, controle automático e tecnologia de sensoriamento.
1. Por que o corte do separador de bateria de lítio exige uma precisão tão alta?
Entender o "porquê" é o pré-requisito para entender o "como". O requisito de precisão de ± 1 μm não é infundado, mas é determinado pela função do separador e pelo processo de fabricação da bateria:
1. Garantindo a segurança da bateria: A principal função do separador é isolar os eletrodos positivo e negativo para evitar curtos-circuitos, além de fechar o orifício para bloquear a corrente durante o superaquecimento. Rebarbas, poeira ou defeitos nas bordas gerados durante o processo de corte podem perfurar o diafragma, levando a microcurtos-circuitos e até mesmo à fuga térmica durante o carregamento e descarregamento da bateria, representando sérios riscos à segurança.
2. Melhorar a densidade de energia da bateria: Em células enroladas ou laminadas, a largura do separador deve ser altamente consistente com as lâminas dos eletrodos positivo e negativo. Um diafragma muito largo desperdiça espaço e reduz a densidade de energia; um diafragma muito estreito não consegue isolar completamente os polos positivo e negativo, resultando em um curto-circuito na borda. Uma precisão de ± 1 μm é um pré-requisito para maximizar o uso do espaço interno da bateria.
3. Atender à montagem automatizada de alta velocidade: As linhas de produção de baterias modernas são contínuas e de alta velocidade. O rolo de diafragma de corte deve ter uma precisão de enrolamento muito alta (ou seja, "medidores de rebobinamento"), caso contrário, problemas como falhas de correção e quebra da correia ocorrerão frequentemente na máquina de enrolamento automática subsequente, o que afetará seriamente a eficiência da produção e o rendimento.

2. Principais barreiras técnicas e soluções para atingir precisão de corte de ± 1μm
Para atingir essa precisão extrema, as cinco principais barreiras a seguir devem ser superadas e as principais soluções correspondentes devem ser fornecidas:
Barreira 1: Sistema de controle de tensão extremamente estável
O processo de corte é um processo dinâmico de desenrolamento, tração, corte e enrolamento. Pequenas flutuações na tensão podem causar trepidação e deformação por tração na correia do filme, o que prejudica diretamente a precisão do corte.
•Solução:
◦ Controle de tensão do servomotor em malha fechada completa: Utiliza um servomotor de alta resposta para acionar diretamente os rolos, substituindo a embreagem/freio magnético tradicional. O sistema detecta a tensão real em tempo real através do sensor de tensão, compara-a com o valor definido e ajusta instantaneamente a saída de torque do servomotor através do algoritmo PID para obter um ajuste fino da tensão na ordem de milinewtons (mN).
◦ Controle de zona de tensão em múltiplos estágios: divide todo o caminho de corte em múltiplas zonas independentes de controle de tensão, como zona de desenrolamento, zona de tração, zona de corte e zona de enrolamento. Os "rolos flutuantes" ou "rolos dançarinos" são usados como amortecedores e sensores entre as zonas para obter transições suaves e desacoplamento de tensões, evitando interferências entre si.
◦ Controle da tensão cônica: Durante o enrolamento, à medida que o diâmetro da bobina aumenta, manter a tensão constante fará com que o filme interno seja comprimido e deformado. O sistema precisa reduzir automaticamente a tensão de acordo com a curva específica (conicidade) conforme a mudança no diâmetro da bobina para garantir que o enrolamento esteja firmemente esticado e eliminar o fenômeno de "coração de repolho".

Barreira 2: Sistema de Orientação Dinâmica em Nanoescala (EPC)
A fita inevitavelmente produzirá desvios de nível micrométrico durante a operação de alta velocidade e deve ser corrigida em tempo real.
•Solução:
◦ Sensor de alta precisão: utiliza-se câmera de varredura linear CCD (dispositivo de carga acoplada) ou sensor de varredura a laser, com precisão de detecção de até ±0,1 μm. Captura a posição da borda da fita ou do fio em tempo real.
◦ Atuador de alta velocidade e alta precisão: O sensor transmite o sinal de posição para o controlador, que aciona imediatamente o motor linear ou o mecanismo de correção acionado por cerâmica piezoelétrica. O motor linear possui alta velocidade de resposta e alta precisão de posicionamento, podendo ser ajustado em nível de mícron em milissegundos, garantindo que a fita sempre siga o caminho absoluto predefinido.
Barreira 3: Sistema de ferramentas de corte de ultraprecisão
A ferramenta é a parte que realiza o corte diretamente, e sua condição determina a qualidade do corte.
•Solução:
◦ Design e material da ferramenta: O método de corte circular é adotado. As cabeças de corte superior e inferior são feitas de aço-liga de alta dureza ou materiais cerâmicos, com retificação de ultraprecisão, e a afiação, a circularidade e a retidão da aresta de corte devem atingir o nível micrométrico. Os saltos finais e radiais da ferramenta devem ser rigorosamente controlados dentro de 1 μm.
◦ Controle de engate da ferramenta: a sobreposição e a folga das lâminas superior e inferior são os parâmetros principais. Por meio de servomotores de alta precisão e sistemas de controle em malha fechada, é possível realizar o ajuste e o bloqueio on-line em nível de mícron desses dois parâmetros para se adaptar a diferentes espessuras e materiais de diafragmas, alcançando um cisalhamento "limpo e preciso" em vez de "rasgar" ou "apertar", eliminando a geração de rebarbas e poeira da fonte.
◦ Inspeção e limpeza de facas on-line: Sistema integrado de inspeção visual do fio da faca e dispositivo de sucção a vácuo para monitorar o status do fio da faca em tempo real e remover resíduos residuais gerados.

Barreira 4: Redução total da vibração e gerenciamento térmico
Vibrações do próprio dispositivo e flutuações na temperatura ambiente prejudicam a precisão.
•Solução:
◦ Otimização da estrutura mecânica: A base e a estrutura de ferro fundido de alta resistência são utilizadas para boa absorção de vibração e estabilidade térmica. Os rolos críticos precisam ser balanceados dinamicamente (G1.0 ou superior) e corrigidos para garantir vibração mínima em altas velocidades.
◦ Controle de expansão térmica: A unidade de acionamento, os rolamentos e outras fontes de calor, bem como a estrutura principal, são isolados termicamente. Um sistema de resfriamento de temperatura constante é instalado em peças com requisitos de precisão extremamente altos (como porta-ferramentas) para controlar flutuações de temperatura dentro de ±0,5°C, evitando desvios de precisão causados por expansão e contração térmicas.
◦ Isolamento ambiental: Máquinas de corte de alta qualidade são instaladas até mesmo em oficinas limpas com temperatura e umidade constantes e são equipadas com plataformas de isolamento de vibração flutuantes para isolar completamente a interferência ambiental externa.
Barreira 5: Sistema de controle integrado inteligente
Todos esses subsistemas não funcionam isoladamente e exigem um "cérebro" poderoso para trabalhar em conjunto.
•Solução:
◦ Plataforma integrada: adote um sistema de controle integrado baseado em PC ou CLP de alto desempenho, conecte todos os servo drives, sensores e atuadores por meio de barramentos Ethernet industriais de alta velocidade, como EtherCAT, para obter sincronização de dados em nanossegundos e emissão de instruções em alta velocidade.
◦ Algoritmos avançados: O sistema de controle possui estratégias de controle avançadas integradas, como algoritmos adaptativos, compensação de avanço e observadores de perturbações, que podem prever e compensar várias perturbações potenciais, como alterações nas propriedades do material e saltos de velocidade.
◦ Análise de gêmeos digitais e big data: ao coletar e analisar dados de operação do equipamento, parâmetros de processo e qualidade de corte em tempo real, um modelo digital é criado para otimizar os parâmetros do processo, a manutenção preditiva e a rastreabilidade da qualidade, além de melhorar continuamente a estabilidade e o rendimento do processo de corte.
3. Resumo: A precisão é a personificação máxima das capacidades do sistema
Para atingir uma precisão de corte de 1 μm ±, o separador de bateria de lítio não se baseia em um único ponto de avanço de uma determinada "tecnologia obscura", mas sim em um alto grau de integração e integração de sistemas com design mecânico de precisão, tecnologia de detecção de ponta, servoacionamento de alta velocidade, algoritmos de controle avançados e rigorosa gestão ambiental. Representa o mais alto nível técnico do país na área de equipamentos CNC de ponta.
Cada melhoria em um mícron representa um desafio aos limites da física fundamental, da ciência dos materiais e da engenharia, e por trás dela há inúmeras iterações, depurações e inovações. É essa busca incessante pela precisão máxima que estabelece uma base sólida para a fabricação em larga escala, com alta segurança e baixo custo de baterias de lítio de alto desempenho, promovendo, em última análise, o desenvolvimento vigoroso de toda a nova indústria de energia.


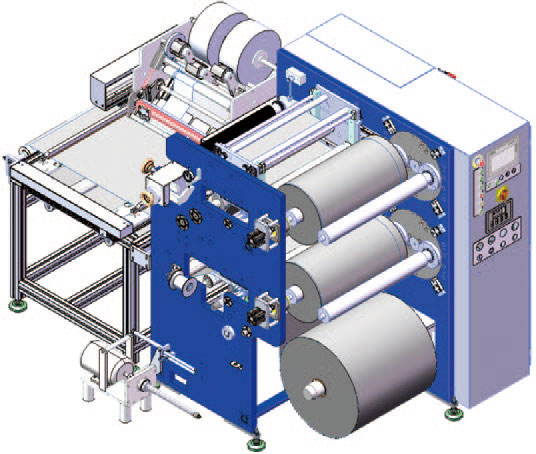
 Novo cortador de filme de energia MOP
Novo cortador de filme de energia MOP Cortador de Folha de Cobre (RSDS7H) 1350
Cortador de Folha de Cobre (RSDS7H) 1350 Cortador de Folha de Cobre RSDS7H 1350 PLUS
Cortador de Folha de Cobre RSDS7H 1350 PLUS





